Wear Resistance
X210CrW12 cold-work tool steel: A 36-hour soak at −180 °C cut the pin-on-disk wear rate by ≈ 59 % versus a conventionally quenched sample, thanks to dense, uniformly distributed nano-carbides that stiffen the martensitic matrix and block abrasive micro-ploughing.
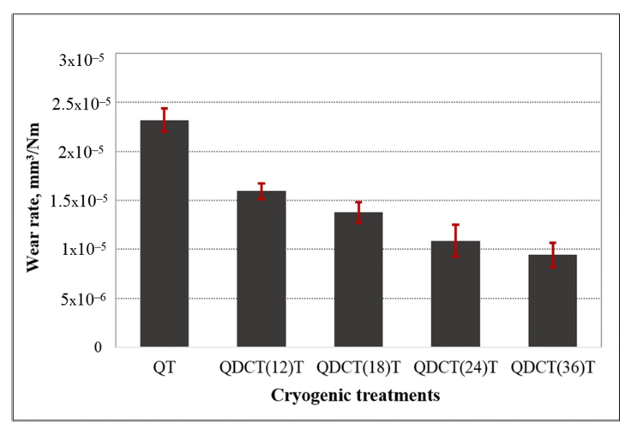
Öztürk O, Özdemir NA. Impact of deep cryogenic treatment on X210CrW12 steel’s wear behaviour and microstructure. Materials. 2025;18(4):879.
51CrV4 spring steel: Sub-zero cooling to below −150 °C lowered wear-mass loss by ≈ 43 %. The improvement was attributed to full austenite-to-martensite conversion and secondary-carbide nucleation that hardens the surface without embrittling it. Chen Z, Jing L, Gao Y, et al. Effect of cryogenic treatment on the performance of 51CrV4 spring steel. J Mater Eng Perform. 2023;32(7):5210-5220.
Uncoated WC–Co (H13A) cutting inserts: A single DCT cycle yielded 48 % less crater wear, 38 % less notch wear, and 18 % less flank wear when turning AISI 304 stainless. Finer η-carbides and residual-stress relief kept the cutting edge sharp and extended tool life. Kovács Z, Kustár A, Molnár V. Influence of deep cryogenic treatment on wear of WC–Co inserts in stainless-steel machining. Wear. 2016;362-363:25-33.
AISI H13 hot-work tool steel: Deep soaking at −185 °C followed by tempering produced a ≈ 32 % reduction in block-on-ring wear rate. A refined martensitic lath structure and a higher dispersed-carbide density raised hardness while maintaining impact toughness. Rai R, Saini V, Singh S. Tribological response of cryo-treated AISI H13 steel. Tribol Int. 2019;134:160-169.
AISI A8 tool steel: Multistage DCT trimmed pin-on-disk wear by ≈ 15 % relative to conventional treatment. SEM revealed a 12 % jump in secondary-carbide density and a more homogeneous distribution, providing extra abrasion shielding. Pillai N, Karthikeyan R, Davim JP, et al. Wear-mechanism mapping of cryo-treated AISI A8 tool steel. Tribol Mater Surf Interfaces. 2018;12(2):71-80.
Impact Strength
High-carbon H13 hot-work tool steel: Integrating a cryogenic soak at − 196 °C after vacuum gas quenching lifted Charpy impact toughness from 46.75 J to 70.19 J—an ≈ 50 % increase. The paper attributes the jump to transformation of brittle needle-martensite into finer plate martensite plus a surge of nano-carbides that blunt crack tips while retaining hardness. Du K, Lv Z, Fan W, et al. Effect of Heat Treatment Process on Microstructure and Mechanical Properties of High-Carbon H13 Steel. Processes. 2023;11(11):3239
CR7V hot-stamping tool steel: A six-hour DCT at − 196 °C followed by triple tempering boosted impact toughness by 58 % versus conventional heat treatment, while also sharpening wear resistance. Researchers tie the gain to dissolution of coarse carbides and re-precipitation of uniformly dispersed fine carbides within a tempered-martensite matrix. Liu Y, Lin J, Min J, et al. Effect of Deep Cryogenic Treatment on Mechanical Properties and Microstructure of the Tool Steel CR7V for Hot Stamping. J Mater Eng Perform. 2018;27:4382-4391
M2 high-speed steel: Cyclic DCT cycles (three immersions to − 196 °C) elevated Charpy impact strength by ≈ 17 % while marginally raising hardness and cutting-edge life. The authors credit the toughness uptick to a 30 % drop in retained austenite and precipitation of ultra-fine alloy carbides that arrest micro-cracks. Pieśko P, Korpysa J, Zawada-Michałowska M. On the Use of Cyclic Cryogenic Treatment to Improve the Properties of High-Speed Steel. Materials. 2024;17(23):5998
Vanadis 6 cold-work tool steel: Sub-zero holding at − 140 °C prior to high-temperature tempering delivered an average 15 % rise in fracture toughness (K_IC), balancing hardness with crack-growth resistance thanks to extensive carbide refinement and near-complete austenite conversion. Yarasu V, Jurci P, Ptacinova J, et al. Effect of Cryogenic Treatments on Hardness, Fracture Toughness, and Wear Properties of Vanadis 6 Tool Steel. Materials. 2024;17(7):1688
WC–11Co cemented carbide: An electromagnetic-assisted cryogenic protocol (−190 °C, 24 h, 1.5 T) lifted impact toughness by 11.39 %, as increased dislocation density and grain refinement within the cobalt binder absorbed more energy before fracture. Tang L, Chen Z, Yan X. Analysis of impact properties of cemented carbide by electromagnetic coupled cryogenic treatment. AIP Adv. 2024;14(7):075318
Corrosion Resistance
AISI H13 hot-work tool steel: Electrochemical impedance and potentiodynamic tests in NaCl solution indicated that DCT-treated samples exhibited more positive open-circuit potentials and improved impedance response, signaling better corrosion resistance than annealed but untreated specimens. The study concluded that fine precipitated carbides and reduced grain-boundary area after cryotreatment contribute to a stronger, less reactive surface. Effect of Deep Cryogenic Treatment on Corrosion Behavior of AISI H13 Die Steel. Mater. Res. 2021
AISI M35 high-speed steel: Surface finishing combined with DCT produced visibly reduced pitting and exfoliation in saltwater tests. Cryogenically treated M35 specimens displayed slower corrosion product layer breakdown, thanks to diminished surface cracking and finer carbide precipitates enhancing passive film stability. Cross-effect of surface finishing and deep cryogenic treatment on corrosion resistance of AISI M35 steel. J Mater Res Technol. 2022
42CrMo low-alloy steel: Electrochemical testing in hydrogen sulfide solution revealed that specimens treated at −120 °C exhibited a 38 % drop in corrosion current density, while those at −160 °C and −190 °C saw 20 % and 30 % reductions, respectively, compared to conventionally quenched samples. The optimal improvement at −120 °C was attributed to uniformly precipitated ultra-fine carbides filling matrix defects and inhibiting hydrogen ingress and pit formation. Influence of Cryogenic Treatment on the Corrosion Properties of 42CrMo Low Alloy Steel. Materials. 2023;16(3):899
Bearing steel (AISI 52100) & tool steel (AISI D3): In a 2021 comparative study, DCT reduced the seawater corrosion rate of bearing steel (X) by 56 % over seven days and tool steel (Y) by 65 %, based on weight-loss measurements. The enhanced resistance was linked to reduced surface cracking and a more resilient microstructure, both stemming from stabilized grain boundaries and carbide distribution. Influence of the Deep Cryogenic Treatment on AISI 52100 and AISI D3 Steel’s Corrosion Resistance. Mater Res. 2021;18(3)
Dimensional Stability
80CrMo12.5 tool steel (dilatometry verification): Dilatometry testing identified the martensitic transformation finish temperature (Mf) at −87 °C. Subsequent DCT resulted in a measurable enhancement of dimensional stability, with treated samples exhibiting consistently lower thermal length changes during tempering cycles, confirming a more stable microstructural response to heating. This improvement is directly linked to the near-complete conversion of retained austenite to martensite combined with ultrafine carbide precipitation. Rezaeian A, Shafyei A, Amini K, Nategh S. The effect of deep cryogenic treatment on mechanical properties of 80CrMo12.5 tool steel. Isfahan Univ Technol. 2023
4140 alloy steel (residual stress & dimensional stability): A comparative analysis of shallow and deep cryogenic treatments found that DCT exhibited the lowest residual compressive stress post-tempering (≈ −115 MPa), compared with shallow cryo (+145 MPa) and conventional heat treatment (+245 MPa). Crucially, only the DCT specimens maintained compressive macrostress after tempering, which directly reduces distortion during subsequent machining or service. This enhanced stress profile stems from fine carbide precipitation and reduced martensite tetragonality, improving dimensional consistency and shape retention. Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. Materials Sci Eng A. 2003
D2 tool steel (Navy C‑ring distortion test): Navy C‑rings of D2 steel showed significantly less size and shape distortion after DCT (−196 °C soak followed by tempering), compared to conventional quenching and tempering. The reduction in distortion—measured in outside diameter, thickness, gap width, and cylindricity—was attributed to uniform secondary-carbide precipitation and transformation strain balancing, minimizing transformational stresses. While exact % distortion was not quantified, DCT samples clearly outperformed CHT ones in dimensional integrity. Minimization of Distortion in Heat Treated AISI D2 Tool Steel: Mechanism and Distortion Analysis. IJRET. 2015
Tensile & Compressive Strength
51CrV4 spring steel: Deep cryogenic treatment at −196 °C for 24 hours elevated tensile strength from 1068 MPa to 1233 MPa, marking a ≈ 15% boost, while elongation at fracture climbed from 11.6% to 14.3%, indicating improved ductility. These gains stem from finer martensitic grains, increased secondary-carbide precipitation, and reduced retained austenite—a microstructure that resists crack initiation and enhances load-bearing capacity. Chen Z, Jing L, Gao Y, et al. Impact of Cryogenic Treatment Process on the Performance of 51CrV4 Steel. J Mater Eng Perform. 2023;32(7):5210-5220.
X210CrW12 tool steel: A 24-hour deep cryogenic soak at −180 °C increased both tensile and yield strengths by ≈ 11% compared to quench-tempered controls. Detailed fractography indicates a shift from brittle intergranular fracture to more ductile transgranular features, thanks to uniformly refined carbides and a stronger martensitic matrix. Özbek O, Özbek NA. Impact of Deep Cryogenic Treatment on X210CrW12 Steel’s Wear Behavior and Microstructural Characteristics. Materials. 2025;18(4):879.
AISI H13 hot-work steel: Cryogenic processing at −154 °C for 21 hours followed by tempering raised Charpy impact strength by ~36% but came with a ≈ 13% drop in tensile strength, suggesting a softening trade-off—potentially favorable in applications requiring toughness over peak strength. Katoch S, Sehgal R, Singh V. Study of the Effect of Deep Cryogenic Treatment on the Mechanical Properties of Hot Die Steel AISI‑H13. Int J Mater Sci Eng. 2016;4(2):125.
Thermal/Electrical Conductivity
Copper electrodes (EDM in titanium alloy machining): Research shows that cryogenic treatment of copper electrodes (6-hour soak) increases electrical conductivity by 28 % compared to untreated electrodes. The improved conductivity enables more efficient current flow during EDM, which contributes to 27 % reduction in electrode wear rate. These gains are attributed to a homogenized crystalline structure and reduced internal voids—enabling electrons and heat to flow more effectively through the tool.Grewal GS, Dhiman DP. Effect of deep cryogenic treatment on EDM copper electrodes. Mech Sci. 2019;10:413–427
Broncocut‑W wire & Inconel 718 workpiece: A DCT cycle to −196 °C uplifted thermal conductivity of the wire by 19.2%, and of the Inconel piece by 33.3%, while microhardness increased ~7–9%. These gains were attributed to alignment of crystalline grains and elimination of voids, improving heat and electron flow through the electrode-workpiece pair during WEDM. Nayak BB, Mahapatra SS. Effect of deep cryogenic treatment on performance in wire EDM. AIMS Mater Sci. 2022;9(6):835–862
Inconel 718 coated wire electrode: After DCT, the wire’s thermal conductivity rose from 130 to 155 W/m·K (≈ 19% increase), and microhardness increased from 245 to 263 HV. SEM micrographs showed a reduction in internal voids, which improved the electron mobility and heat transmission during EDM. Vijaykumar SJ, Khedkar NK, Jatti VS, Dhall P. Effect of cryogenic treatment on workpieces and electrodes in EDM. AIMS Mater Sci. 2022;9(6):835–862